-

新乡市银河机械电器有限公司
主营:**肥发酵罐,**肥发酵设备,**肥加工设备,**肥设备,**肥生产设备,**肥生产线,卧式发酵罐,好氧发酵设备厂家

新乡市银河机械电器有限公司
主营:**肥发酵罐,**肥发酵设备,**肥加工设备,**肥设备,**肥生产设备,**肥生产线,卧式发酵罐,好氧发酵设备厂家 10
10

在**废弃物进行发酵堆肥过程中,在有氧或缺氧条件下,物料中的**成分如蛋白质等被微生物的分解,产生大量有毒有害的臭味气体,这些臭气若不加以处理,直接排放到大气,将严重影响堆肥厂及其周边的大气环境。因此,堆肥过程中的除臭工程成为**固体废弃物高温堆肥过程不可或缺的一部分。在**废弃物发酵过程中,微生物通过代谢活动,把其中一部分**物氧化成简单的无机物,为生物生命活动提供所需的能量,另一部分**物转化为生物体所需的营养物质,形成新的细胞体,使微生物不断增殖,在此过程中,放出大量能量,除小部分为细胞质合成提供能量外,其余均以热量的形式放出,据文献介绍,在**废弃物高温发酵阶段,微生物氧化分解**废弃物平产生的热量约420 kJ/kg,这些热能随臭气排出,使臭气温度可达60~70℃,同时,由于物料堆体温度升高,导致物料水分蒸发速度加快,大量水分也随臭气排出。
厨余垃圾作为一种**质废弃物,**质含量丰富,在实际处理处置过程中常采用好氧发酵技术对厨余垃圾进行资源化。好氧发酵过程中,含水率是关键的控制因素之一,过高的含水率会阻碍气体在好氧发酵体系中的传质,从而使得好氧发酵体系趋于厌氧 ;过低的含水率会使得体系中微生物的活动受到抑制,不利于**质的分解和腐殖化。好氧发酵过程中含水率会持续下降,为了使体系的含水率保持在一个合适的范围,通常采用外源补充水分的方式实现,但在好氧发酵产物贮藏、运输和使用过程中又要求含水率保持在较低的水平,因此这部分外源添加的水分在好氧发酵后期又需要被去除,这在无形中增加了好氧发酵的成本。而通过调控厨余垃圾好氧发酵体系的水分形态,在不外源添加水分的前提下,能改变好氧发酵体系的含水率状况,并有效促进好氧发酵体系的稳定和腐熟。
立式发酵罐原理及技术源自于德国后转卖给日本,国内部分厂家由2013年从日本引进,发酵罐在日本用于畜禽粪便、餐厨垃圾的发酵,个别厂家一比一仿做将其用做污泥发酵,在发酵污泥过程中出现了一系列问题,比如搅拌机构主轴断裂、桨叶断裂、驱动机构棘轮齿断裂、主轴键断裂、出料不均内部塌方、不能正常出料及产量不稳定总是频繁培养菌床起炉导致污泥发酵罐无常运转,各别地方使用大量的辅料来降低驱动机构的阻力和增加污泥的透气性但是发酵的产量比照畜禽粪便和餐厨垃圾减少了70%以上并且还不稳定,原因是发酵罐自身原理、设计参数、力学设计是按照畜禽粪便及餐厨垃圾的物质,畜禽粪便及餐厨垃圾的比重、疏松性、透气率、成份、所需氧量和市政污泥完全不同,所以不能一概而论的使用。因此,有必要研究一种针对性的污泥高温好氧发酵设备,以解决现有技术中存在的污泥发酵处理效率低、故障率高、占地面积大、环境污染严重、成本高等问题。
对禽类粪便如果处理不及时,会很快地发酵,发酵后的粪便分解出大量的含有硫化氢、二氧化碳、酚类、胺类和甲烷等物质的气体,这些气体会产生恶臭的味道污染环境,导致动物和人的呼吸道疾病,还有可能产生病毒,高温好氧发酵设备是处理畜禽粪便等**废弃物的一体化成套设备。工艺原理是将畜禽粪便与辅料、高温生物发酵菌混合,利用微生物的活性,对废弃物中的**质进行生物分解、腐熟,使**废弃物转化成**肥原料,用于土壤改良、园林绿化,实现**废物的资源化利用,高温好氧发酵设备包含混料部分、高温好氧发酵部分和排料部分,发酵箱内的畜禽粪便,经过高温好氧发酵后通过出料门排出。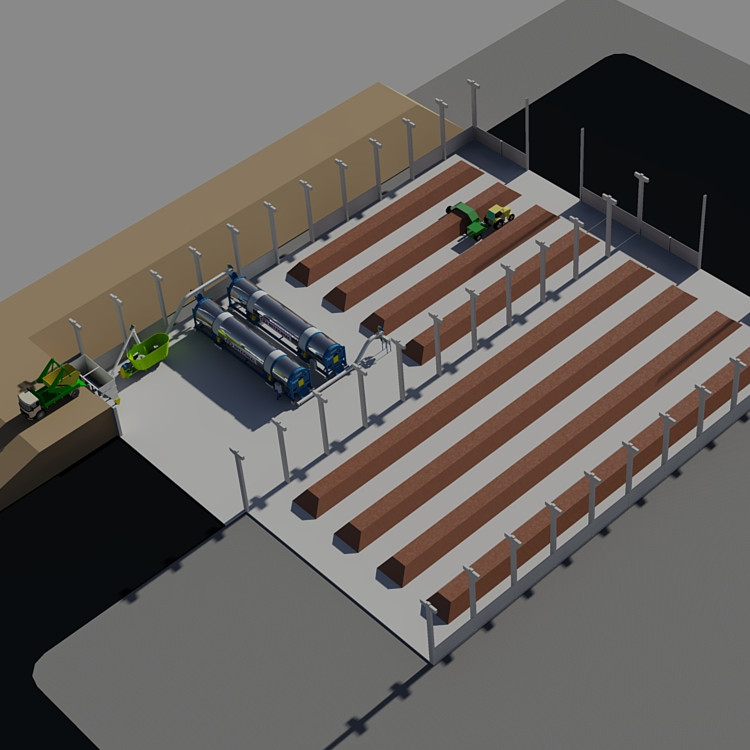
槽式堆肥发酵和条垛式堆肥发酵空间太大,完全除臭达标排放成本高的离谱,多数为自然排出大气,部分项目即使有配套除臭也只是摆设而已,因发酵一吨污泥每小时所需空气量约110m3空气部分空气给好氧微生物吸收,大部分空气是用来带走水分,而且翻抛往往不是完全均匀导致部分成品料出现未腐熟发酵的物料有大块状和颗粒状等,部分企业将未腐熟的**物料直接烘干进行造粒,进而影响了**物发酵物料的品质。
我国城市化建设不断发展的过程中,要求排放水体的污染物排放标准也在不断提高,城市污水处理率逐年提升,城市污水处理厂处理污水产生的污泥的数量也在不断增加。城市污泥的处理与处置途径主要有填埋、焚烧和好氧发酵后土地利用等,尽管填埋仍然是当前污泥处置的重要方式,但随着其弊端的深入了解,选用的越来越谨慎。
http://papayammmm.cn.b2b168.com
欢迎来到新乡市银河机械电器有限公司网站, 具体地址是河南省新乡卫滨区南环路李村工业区,联系人是蔡东东。
主要经营新乡银河机械电器有限公司主营:**肥发酵罐、**肥发酵设备、**肥加工设备、**肥设备、**肥生产设备、**肥生产线等产品,新乡银河机械电器有限公司产品**,诚信**,给生产厂家和养殖场带来较好的经济效益,欢迎您来电咨询。。
单位注册资金单位注册资金人民币 100 万元以下。
我司主营的**肥发酵罐,**肥发酵设备,**肥加工设备,**肥设备,**肥生产设备,**肥生产线,卧式发酵罐,好氧发酵设备厂家得到使用者的一致**,是值得信赖的可靠企业!